
18136197085

欢迎访问苏州斯曼克磨粒流设备有限公司网站!
18136197085
苏州总公司:
手机:+86-18136197085
电话:0512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
信息标签: 2021-10-15
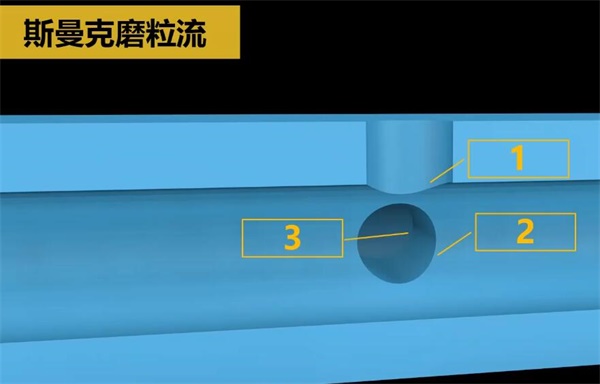
今天和大家分享的这个产品,很有代表性,它的内部孔道比较多,毛刺位置相当隐蔽。如视频所示,1号位置的毛刺人工可以处理,但是2号和3号位置的毛刺,就没办法触及了。,典型代表产品如阀块、油路块、阀体、3D打印液压构件等,这类产品内孔非常多,交叉纵横非常复杂。有些部位人工或寻常设备根本够不到。之前有企业使用燃爆去

信息标签: 2021-10-15
这个轴类工件上有4条呈45°斜角的卡槽,这个卡槽抛光难度不大,而相对于人工,磨粒流的速度要快很多倍。卡槽抛光前,里面的刀纹很深,氧化层也非常厚。这么深的刀纹无法完全抛掉,只能改善。不管是什么抛光工艺,都是这样,除非用慢丝再修一下。斯曼克磨粒流抛光,可以在3分钟内完成,内壁粗糙度从Ra4.2改善到Ra0.9,因为原

信息标签: 2021-10-15
精密不锈钢细长管,多用于医疗器械领域,对内壁粗糙度要求非常高。而这种细长管内壁抛光是很有难度的,壁壳薄、孔小、尺寸长,这些要素结合在一起的时候,你会发现很多抛光方法都失去了作用。所以,在很长一段时间里,这样的细长管我们只能进口,自己生产非常少。之前有人尝试用手工抛光,就是拿棉线浸泡抛光液,然后通到管

信息标签: 2021-10-15
最近熔喷布喷丝板比较火,很多买了设备的客户以为,流体抛光机只能抛这个模具。其实,流体抛光机的应用范围,比你想象的还要广!1966年,流体抛光工艺诞生于美国,此时正值美国工业的黄金时代,该工艺主要用于航天航空零件的抛光去毛刺,如叶片抛光,喷油嘴抛光,阀体阀块去毛刺等。至上世纪70年代末80年代初,日本成为世界

信息标签: 2021-10-15
放电加工或钻孔加工后,通常孔内或交叉孔位置,都会留有毛刺,而且孔内壁也不会太光滑,会有刀纹。流体抛光工艺,就是专门针对这类微小孔去毛刺及抛光的方式。如下图产品,就是采用斯曼克流体抛光工艺处理前后的对比:,放电加工或钻孔加工后,通常孔内或交叉孔位置,都会留有毛刺,而且孔内壁也不会太光滑,会有dao纹。流体
信息标签:小孔去毛刺 2021-10-15
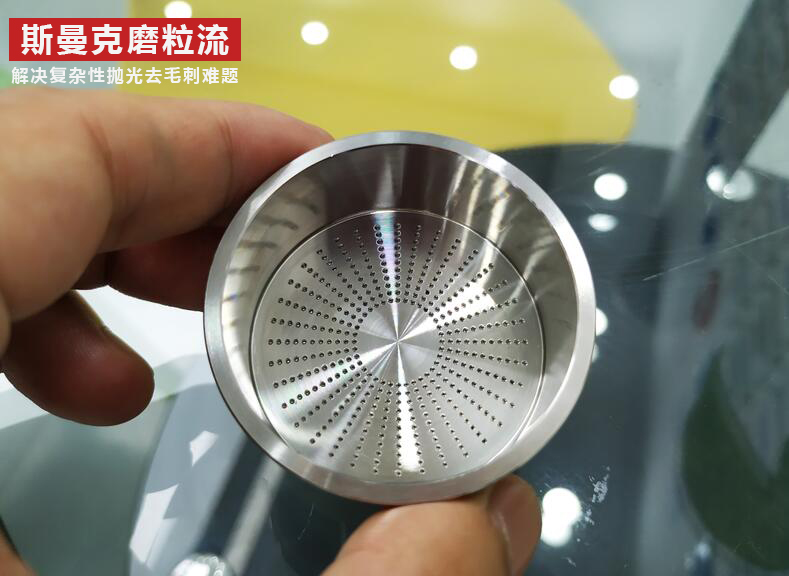
图中产品为一合金喷丝板,锥形孔,孔径0.2mm,钻孔后小孔孔口附近残留有毛刺,需要对这些小孔进行毛刺清理。因为工件材质硬度不高,如果采用传统的磨粒流去毛刺,公差不易掌握。所以我们采用液态磨料的磨粒流设备去毛刺。这种去毛刺方式,针对材质较软的铝合金、铜、金、银等材质的产品,可以最大限度地保留小孔原始尺寸,并

信息标签:油路板内孔去毛刺 2021-10-15
加工要求:去除油路板交叉孔毛刺以及沟槽内毛刺,确保毛刺去除彻底,并保持油路板精度在可接受范围内使用斯曼克高速磨粒流,通过高压挤压特制液态磨料,使其经过零件内通道及交叉孔形成摩擦研磨,从而达到去除异物及毛刺的一种先进工艺。随着磨料粘度的下降,其速度也随之增加。这种低粘度的磨料能够在非常小的孔中流动且不

信息标签: 2021-10-15
这个产品是机电领域比较常见的一种工件,端头一排交叉孔,用人工进行孔内去毛刺,差不多20多分钟一个,10个人,一天工作10小时,完成300个。说实在的,太慢了。而斯曼克磨粒流的效率怎么样呢?我这恰好有个客户购买了磨粒流去毛刺设备,600系列,一次加工时间3分钟,一次可以加工6个工件,一台设备一天只需要工作6个小时,就

信息标签: 2021-10-15
也许,你经常会碰到一些难以解决的抛光或是去毛刺问题,可能你会想,是不是可以让斯曼克磨粒流试一下?当然,我们也是这样想的!,我们很喜欢尝试一些有难度的光整项目,挑战对我们来说,充满乐趣!而斯曼克磨粒流,不仅仅是磨粒流,我们不断探索技术的边界,努力寻找解决问题的最佳方案。,所以,当我们发现某些复杂内腔去毛

信息标签: 2021-10-15
蜗杆抛光是很有挑战的,因为不仅要抛光它的侧壁,还要抛光它凹槽的底部。但是蜗杆对精度又特别敏感,抛多了不行,抛少了更不行。余量去多了精度不够,蜗杆就会有异响,偏差。抛少了刀纹还在。而这种螺旋式结构,也让一般工艺无法均匀研磨。即使是磨粒流抛光,如果工艺细节不到位,也是抛不出来的。,,上图是蜗杆抛光前在显微

