
18115559859

欢迎访问苏州斯曼克磨粒流设备有限公司网站!
18115559859
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山陆家镇金阳东路1068号13#楼
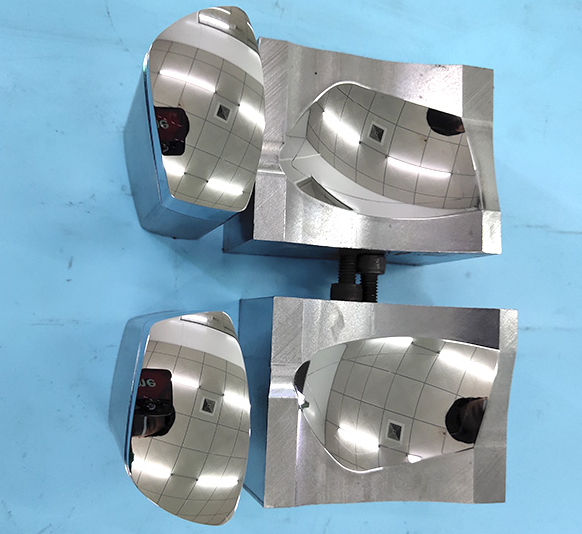
钨钢又名硬质合金,因其硬度高,抛光难度较大,一般来说,颗粒越细的,抛光难度越低,颗粒越粗,抛光难度就越大。而抛光到镜面,难度就会更加的大。只有掌握好了抛光的方法,才能更能发挥钨钢的优良特性。
现在国内一般采用砂轮抛光与抛光膏抛光两种模式,规则圆形的抛光方法,规则方形的抛光方法,异形钨钢内孔的抛光方法,异形外形钨钢的抛光方法。
规则的圆形钨钢抛光至镜面可采用2000粒度的钻石砂轮直接在无心磨床磨削抛光。规则的方形,多是在平面磨床加工,可使用2000粒度钻石砂轮抛光。多数厂家在钨钢抛光的时候,主要是异形产品难以抛光,比如,内孔为不规则的形状,可在内孔填满布条,把工件固定,用两个人对拉,到产品发烫,光洁度就为镜面了。钨钢外形不规则抛光,多采用超声波先打磨,再加上4000粒度抛光膏,用所动打磨机打磨即可达到镜面。



苏州斯曼克磨粒流设备有限公司成立于2010年,从事磨粒流体抛光多年,拥有多年丰富的模具抛光实践经验和雄厚的技术团队,并获得国家知识产权设备发明专利证书。主营磨粒流,流体抛光机,自动抛光机,内孔抛光,去毛刺设备,自动去毛刺机,内孔去毛刺,热能去毛刺机,化学抛光,挤压研磨机,去毛刺机,抛光机,镜面抛光

